
目录
电容器模块的安装方式主要分为三种,即*为常见的波峰焊、近年来成为主流的回流焊,以及无需焊接的压配合。近年来,SMD元件带动了小型化的发展,回流焊逐渐成为主流。而另一方面,为了满足性能需求,也确实存在不得不以波峰焊的形式使用THD的情况。由于波峰焊的安装工序较多,设备的维护以及工序的管理等都很耗时费力,对成本也有影响。为了解决安装过程中的这些问题,我们正在积极采用支持通孔回流焊(THR)的电容器,以及无需焊接的压配合等方式。支持通孔回流焊(THR)的电容器已经实现了产品化,也可以提供样品。烦请您考虑此款产品。
波峰焊是指,先将THD的端子插入基板之后,再用焊锡进行安装的方式。本公司的电容器模块推荐使用横置的固定支架。
 | 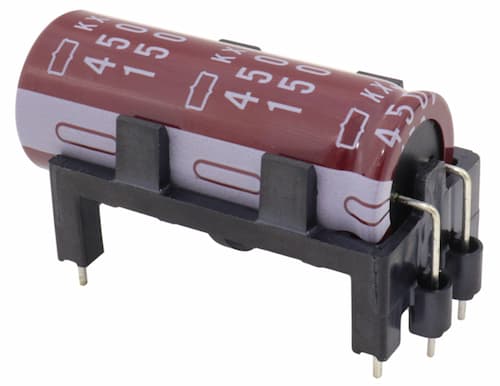 |
| 【端子外观】 横置型的电容器模块 | 【产品外观】 横置型的电容器模块 |
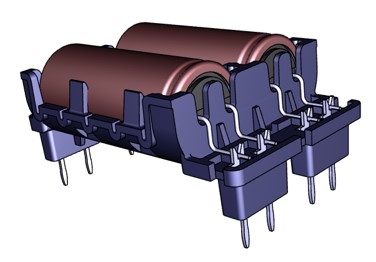
回流焊是指,事先将焊锡粘贴在基板上,安装零部件后在高温下将焊锡溶解后再进行安装的方式。近年来,SMD元件带动了小型化的发展,因此回流焊逐渐成为主流。本公司推荐去掉了波峰焊槽、全面实现回流焊、支持通孔回流焊(THR)的电容器。
查看支持通孔回流焊(THR)工艺的铝电解电容器
 |  |
| 【端子外观】 SMD | 【产品外观】 SMD |
 |  |
| 【端子外观】 支持通孔回流焊(THR)的电容器 | 【产品外观】 支持通孔回流焊(THR)的电容器 |
压配合是指,无需焊接,以压入的方式进行安装。本公司推荐您采用符合您实际要求的压入针脚模块。
 |  |
| 【端子外观】 | 【产品外观】 |
通过使回流对应成为可能的引线型铝电解电容器来实现全回流化。
通过减少波峰焊工序来降低工序管理和设备管理的负担,有助于改善整体成本。
可提升端子位置精度并支持自动安装。
也可以对应高音质化。
| 品番 | ECST250E222M20X1MA |
|---|---|
| 产品状态 | 量产品 |
| 极性 | 有极性 |
| 工作温度范围 | -40℃~105℃ |
| 额定电压 | 25 Vdc |
| 静电容量 | 2200 µF |
| 静电容量容许差 | -20~20%(M) / 20℃, 120Hz |
| 尺寸⌀D | 12.5mm |
| 尺寸L | 23mm max |
| 额定纹波电流 | 2000mArms / 105℃ / 100kHz |
| 漏电流 | 1650 μA max / 20℃, 1分値 |
| 损失角正切值 (tanδ) | 0.16 max / 20℃, 120Hz |
| 耐久性 规定温度/规定时间/负荷 | 105℃ / 3000hrs / 叠加纹波 |
| 耐振动 | 10-200-10Hz 98m/s2 (10G), 周期1min, XYZ轴:每个2Hr |
| 参考重量 | 4.6g |
| *小包装单位 | 300个 |
| RoHS 指令 | 适用 |
峰值温度 240℃ 超过230℃的时间 20sec 预热 150~180℃, 120sec 回流次数 2回 关于焊接,即使在与推荐条件相同的设定条件下,也可能会因下述条件的差异而产生温度差,请多加注意。额定纹波电流修正系数
频率 [Hz] 120 1k 10k 100k 修正系数 0.60 0.87 0.95 1.00 尺寸图[mm]
![尺寸图[mm]](https://www.chemi-con.co.jp/products/module/images/ECST250E222M20X1MA_1.svg)
推荐回流条件

回流焊接时的注意事项
①产品的位置不同。( 基板边缘部的温度上升高于基板中央部。)
②零件数量、安装密度不同。( 零件数量越少,安装密度越低,温度上升越大。)
③使用基板种类不同。( 同尺寸、厚度时,为了得到相同的基板温度,需要将陶瓷基板的温度设定得比玻璃环氧树脂电路板低,但零件受到得应力变大。)
④基板的厚度不同。( 基板越厚,和③同样,需要将炉内温度设定得越高。)
⑤基板的大小不同。( 基板越大,和③同样,需要将炉内温度设定得越高。)
⑥焊剂厚度不同。(当焊接厚度非常薄时,请向我司咨询。)
⑦利用红外线进行焊接时,加热器的位置不同。( 下部加热和电热板同样,电容器的破损将减少。)
⑧关于汽相焊(Vapor Phase Soldering)的焊接方法,请另外与我们联系。
索取样品 现在留下您的真实联系方式,方便我们的客服人员快速与您取得联系、邮寄样品!

扫一扫,了解更多

 点击咨询
点击咨询
 技术支持:17506292030
技术支持:17506292030